Comprehensive Knurl Wheel Guide for Manufacturing
Jaclyn Blute
Learn common knurl types, patterns, and holders, and make sure your workpiece has the grip and finish it needs.
Knurling wheels, also known as knurling dies, are used to create textured patterns or gripping surfaces on cylindrical blanks. They are commonly applied to materials like steel, brass, aluminum alloys, and hard plastics. Instead of cutting, the V-shaped teeth on knurling wheels deform and displace the material. The resulting embossed patterns, which are typically diagonal, diamond, or straight, often act as hand grips on handles, knobs, and rollers, though they can also be decorative. Knurling wheels are also available as sets.
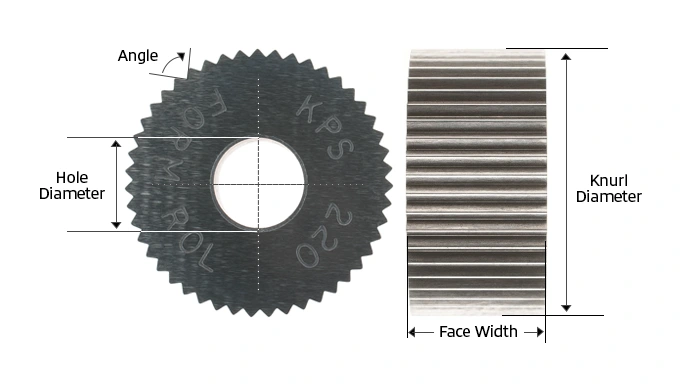
Diagram of a knurl wheel; front and side view.
• Ensure the knurling tool's axis is parallel to the blank’s axis to prevent misalignment.
• Avoid overrolling—aim for about 90% pattern fill to prevent distortion.
• Use a higher feed rate on the first revolution. A deeper, wider initial impression helps the teeth track properly into the initial grooves for all subsequent revolutions.
Form and Cut Type:
Cut-type knurl wheels create textured patterns by cutting and removing material from the workpiece. This process reduces the workpiece diameter and is ideal for medium to larger-sized workpiece diameters. Form knurl wheels create patterns by displacing material, forming an impression without cutting. This increases the workpiece diameter and is ideal for small to medium-sized workpiece diameters.
Standard knurl wheel
Standard, also known as straight, knurl wheels have sharp corners on the leading edge. They are used where heavy loading is required.
Beveled knurling wheel
Convex knurl wheel
Pitch Systems:
There are two pitch systems for specifying tooth spacing on a knurl wheel:
Circular Pitch measures the distance from one tooth point to the next along the wheel’s circumference, typically expressed in teeth per inch (TPI).
Diametral Pitch refers to the number of teeth per inch of the wheel’s diameter. This system is designed for accurate tracking on standard fractional-sized blanks.
Determining Blank Diameter and Number of Teeth Rolled
To calculate the appropriate blank diameter or the number of teeth that will be formed, different formulas apply depending on whether you're using circular pitch or diametral pitch knurls.
Diametral pitch knurls are designed to permit accurate tracking on standard fractional-sized blanks. This makes choosing a blank diameter easier. Due to the Tracking Correction Factor (C.F.), choosing a blank diameter for circular pitch knurls is a bit more difficult and usually involves experimentation. This correction factor takes into account the fact that the tips of the knurl’s teeth will penetrate below the blank’s diameter by the end of the first revolution.
Use the following formulas:
Blank Diameter Blank Dia. = (# Teeth [part] / # Teeth [die]) x (Knurl Dia. + C.F.*)
TPI
*Approximate Value of C.F. (In.)
12-19
0.010
20-29
0.007
30-39
0.005
40-49
0.003
50-80
0.002
*Note: The C.F. varies with feed rate, blank hardness, and the diameters of the knurl and blank. Circular pitch knurling often requires some trial and error to fine-tune the blank diameter due to this variable.
Five types of knurling wheels, including left-hand, right-hand, male diamond, female diamond, and straight knurl patterns.
• Cobalt: Offers excellent hardness and superior wear resistance compared to standard high-speed steel. Cobalt knurling tools are ideal for working with high-tensile alloys and tough materials.
• High Speed Steel (HSS): Provides good wear resistance and is a reliable option for general-purpose knurling across both ferrous and nonferrous materials.
• Powdered Metal (PM): Combines toughness with cost-effectiveness. PM knurling tools are suitable for abrasive applications, such as knurling on high-silicon aluminum or other hard alloys.
Assortment of knurling holders in a blue tool case.
Bump Knurlers are used to hold knurl wheels that form a pattern or gripping surface on small to medium-sized workpieces. Ideal for use on steel, brass, aluminum alloys, and plastics.
Cut Knurlers hold knurl wheels to cut a pattern or gripping surface on medium- to large-sized workpieces. They are used at higher speeds than bump knurlers. Ideal for creating sharp corners on softer materials.
Scissor & Straddle Knurlers are designed to clamp opposing knurl wheels. These self-centering tools are easily adjustable via built-in pins and screws that maintain alignment. Excellent for more complex or demanding knurling operations.
Internal Knurlers enter the workpiece radially. Once the desired depth is reached, the knurling pattern is formed after several revolutions.
End-Rolling Knurlers enter a workpiece axially. The depth of the knurl wheel must be set before making contact with the workpiece.
Like this project
Posted Apr 14, 2026
SEO buyer's guide for MSC Direct covering knurl wheel types, usage, and selection in manufacturing for B2B industrial procurement audiences.